

Начинающие кузовщики часто задаются вопросом, как правильно снять деталь (крыло, порог) при замене, если этот элемент крепиться не на болтах или саморезах, а на заводской точечной сварке. Вот тут нужно сразу определиться, а для чего это нужно. Если снять и выбросить, то тут не нужно долго думать, а сразу болгарку или зубило и рубите как хочется, но не везде…
В местах, где ремонтная деталь подкладывается под метал, к примеру, порог задвигается под среднюю стойку и под крылья спереди и сзади, вот там нужно аккуратно высверлить места точечной сварки.
Не зная о существовании специальных приспособлений, я затачивал простые сверла ровно, чтобы они обрезали металл вокруг сварочной точки от контактной сварки, ох и намучился я с ними, вам скажу. Но не будем о грустном, а перейдем к самой процедуре снятия порога (под замену) с использованием специальных сверл для высверливания точечной сварки.
Для того, чтобы снять порог я использую:
— болгарку (малую) с регулятором оборотов, к ней диск отрезной (толщиной 1,2 мм – оптимальная толщина для работы с металлом автомобиля) и болгарку с зачистным диском (6 мм толщиной),
— клещи,
— тонко заточенное зубило,
— коронку для высверливания точечной сварки,
— дрель,
— керн,
— сверло диаметром 2мм (можно 3) это не существенно,
— шуруповерт.
Спросите, почему так много всего? Ответ довольно прост – чтобы не переставлять сверла, и не менять диски на болгарке.
Итак, начинаем снимать порог
Сначала нужно отсверлить, те места, где впоследствии будет подставляться новый порог – средняя стойка, сапожок заднего и переднего (если оно не съемное) крыла.
Вот для этого нам понадобятся специальные сверла для высверливания точечной сварки.
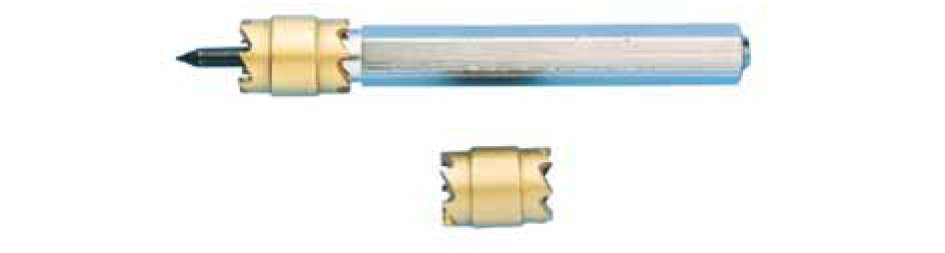
Полностью это приспособление называется «коронка с оправкой для высверливания точечной сварки». Коронка это и есть те «зубчики», которые режут металл, а оправка, это утолщение на ней, для придания жесткости и удержания двух противоположно расположенных коронок.
Купить в простом магазине инструментов их проблематично. Поэтому, я заказываю такие коронки в интернет-магазине.
Как видите, можно использовать и сверло, и коронку, но для себя я выбрал и использую коронку, о которой и расскажу.
Почему коронка, а не сверло?
Как вам сказать? Тут на любителя, что ли, и к тому же, есть один нюанс – направляющее острие на сверле, не всегда прорезает закаленную часть точечной сварки, и нужно просверлить ее другим сверлом, чтобы это, углубилось до того, что срежет верхнее железо. Сумбурно? Ну как смог…
Цена фирменной коронки более тысячи рублей, китайские (тайваньские) от 130 рублей. Работал я и теми, и другими, и скажу вам по секрету, что отдал предпочтение китайским.
Фирменные — более острые и дольше держат заточку, но более хрупкие и ломаются при малейшем неосторожном движении (перекосе).
Китайские же, не так подвержены крошению, да и заточку держат не плохо. Есть один недостаток, это заедание направляющего стержня. Но если у вас было фирменное, как у меня, то впоследствии можно на хвостовик, просто, ставить китайские коронки. К слову, они есть (оказывается) в продаже отдельно от хвостовика.
На фото это 9,5 мм, есть у меня и 8 мм, меньше я не встречал. Само это приспособление разборное – коронка снимается (отвинчивается – резьба обычная) и как вы уже заметили режущая кромка с обеих сторон, при повреждении одной стороны, перевернули и работаем дальше.
В центре впереди, направляющий штырь, он на пружине, при надавливании утопает. Не пугайтесь, если вдруг начнете сверлить, а кромка не достает, до металла из-за штыря – он регулируемый. В хвостовике есть болт под плоскую отвертку (на фото ниже отмечен стрелкой), с его помощью отрегулируйте штырь так, чтобы кромка погружалась в металл на глубину толщины одного слоя.
Технология высверливания
Вставляете это приспособление в дрель, дрель для высверливания точечной сварки, лучше использовать с регулятором оборотов или ту, которая обладает большой мощностью при малых оборотах.
znak Не спешите сразу сверлить! Сначала найдите все сварочные точки и накерните. Бывает, что направляющий штырь выскакивает из накерненной точки, что зачастую приводит к поломке коронки.
Посоветовали мне насверливать места кернения, теперь если керн делает мелкое углубление, я сверлом диаметром 2-3 мм углубляю его (чтобы не переставлять сверла, я использую для этой цели шуруповерт).
Теперь можете высверливать места от точечной сварки.
Обороты на дрели выставляете малые, не больше 800 оборотов в минуту, коронка должна упираться в металл, строго перпендикулярно, чтобы полностью все зубцы были прижаты к металлу. Коронка обрежет железо вокруг сварной точки, и место сварки останется на том металле, который под низом.
Теперь можно срезать порог тонким зубилом (я пользуюсь старой стамеской) выковырять (если нужно, то подрубить) отсверленное железо.
Процесс удаления порога, желательно, проводить в указанной мною последовательности. Объясню почему. Если вы сначала обрежете весь порог, и оставите только те места, где нужно будет отсверлить, то вы точно поломаете коронку, потому, что не будет упора, и металл будет играть, прогибаться даже от незначительного нажатия.
Отойдя немного от темы высверливания мест точечной сварки с помощью коронки и дрели, продолжу о снятии порога.
Если вы не собираетесь использовать порог в дальнейшем в качестве донора, то все точки высверливать не нужно, а только те, что я назвал выше. Остальное все можете удалить, как вам позволит ваша фантазия – срезать болгаркой, отрубить зубилом или топором.
Я обрезаю все вплотную болгаркой или срубаю зубилом, места крепления с оставшимися (не высверленными точками) прорезаю болгаркой (на глубину листа металла), а потом клещами отрываю места сварки.
Это быстрее и удобнее, чем все ранее испробованные мною способы.
После установки нового порога, просто провариваете через уже готовые отверстия, зачищаете и шпаклюете.
Вот и всё, дерзайте, у вас всё получится.
И еще нашел одно полезное видео, как без спец. средств для высверливания точечной сварки можно обойтись малыми силами.

Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Конструкция
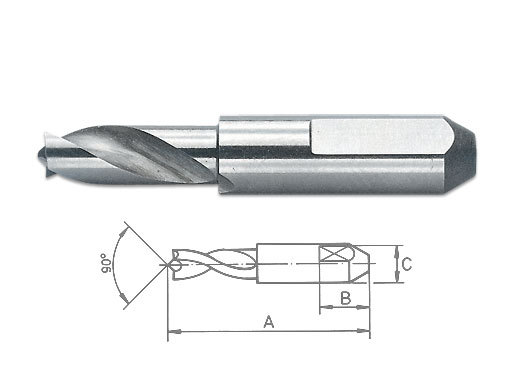
Сверло для точечной сварки опознать просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями. Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва. Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.

Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.

Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.

Сверло
Инструмент для таких целей состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.

При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм. Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно. Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин -1 . Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Точечная сварка очень широко распространена и повсеместно используется практически во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении. Чаще всего с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.

Специально для решения данной задачи были созданы специализированные сверла для точечной сварки повышенной прочности. С их помощью снять деталь, сваренную точечным методом, достаточно легко. Продаются они по высокой цене, но она с лихвой окупается их возможностями и функционалом. Стоит отметить, что сверла, при наличии специализированного оборудования, неоднократно можно подвергать заточке.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.

- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого. Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности. Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.

Как работать со сверлами для точечной сварки?
В качестве основного компонента для создания сверла для точечной сварки используются твердые материалы, например как титан, или же их сплавы. Сверло может иметь как один, так и два рабочих наконечника. Номенклатура изделия достаточно обширна, среди широкого ассортимента найти сверло требуемого диаметра не составит проблем. Существует одна особенность, которую нужно соблюдать в обязательном порядке. Она заключается в том, что диаметр используемого сверла, должен примерно на полтора миллиметра превышать размер высверливаемого соединения.

Изделие устанавливается в дрель, можно конечно использовать механическую версию, но работа будет выполнена в разы быстрее при применении электрического оборудования. Самым идеальным вариантом является такое устройство, которое позволяет выполнять настройку рабочей мощности оборудования.
Перед началом выполнения процедуры нудно точно определится с моделью сверла. Оно должно быть прочным и хорошо заточенным. После выбора определенной модели, по указанному выше принципу, требуется подобрать нужный диаметр изделия. Сам процесс никаких трудностей не вызывает даже у неопытного мастера.
Обязательная необходимость в накернивании отсутствует, но профессионалы своего дела все-таки рекомендуют выполнять его сверлом малого диаметра, так как это упрощает поставленную задачу. Рабочий крутящий момент оборудования должен быть равен примерно восьмистам оборотам в минуту.
Важно: ни в коем случае нельзя выполнять процедуры под углом, сверло должно контактировать с местом соединения строго перпендикулярно, если возможность соблюсти данное условия отсутствует, то для высверливания точечной сварки нужно выбрать какой-либо другой способ.

После выбора модели сверла и настройки оборудования можно начинать приступать к работе. Все манипуляции выполняются исключительно с верхней частью металлической детали, проще говоря, убираются только сварочные крепления.
Заточка сверла для точечной сварки
Каждое сверло, вне зависимости от его основного назначения, нуждается в периодической заточке. Изделия для удаления соединений точечной сварки не являются исключением. Как бы странно это не звучало, начинать выполнять заточку сверла нужно с его предварительного затупления. Для этого можно использовать обычную жесткую наждачную бумагу.

Далее обрабатываются боковые грани, но, ни в коем случае не режущие кромки. Альтернативой бумаге может стать наждачный камень. После заточки граней нужно проверить ее качество и ровность краев. В конце осуществляется заточка середины изделия. В данном процессе требуется соблюдать правильную центровку.