
На правку повреждённого элемента ушло 1,5 часа. При правке производились промежуточные замеры по данным с левой стороны кузова.
Результат:


с приложенной новой панелью:

К вопросу: "Можно ли применять нагрев деталей кузова при ремонте.
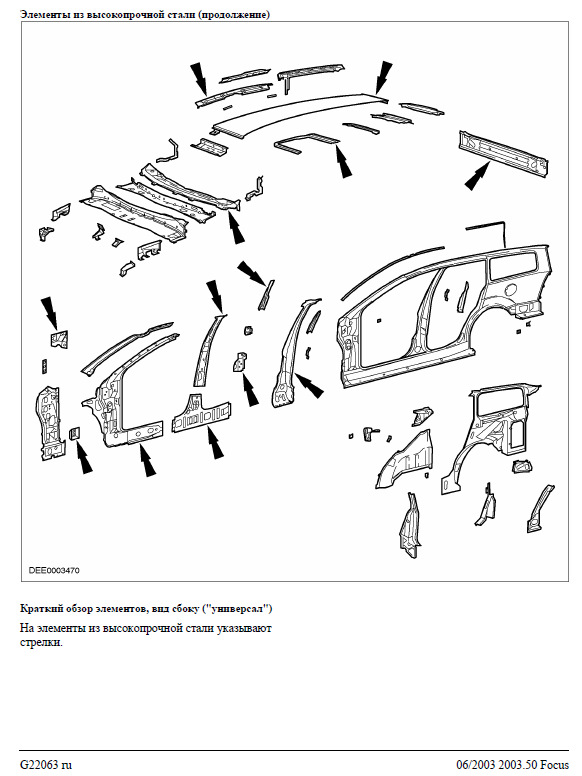
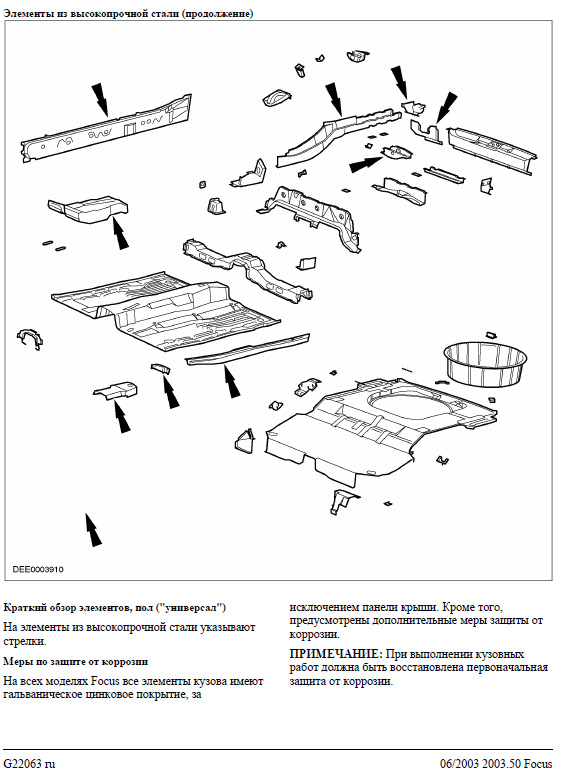
Применение нагрева (включая нагрев открытым пламенем) деталей кузова Ford Focus I при ремонте оговорено в официальном документе FoMoCo "2003.50 Focus. Руководство для станций технического обслуживания".
Приведу несколько выдержек.
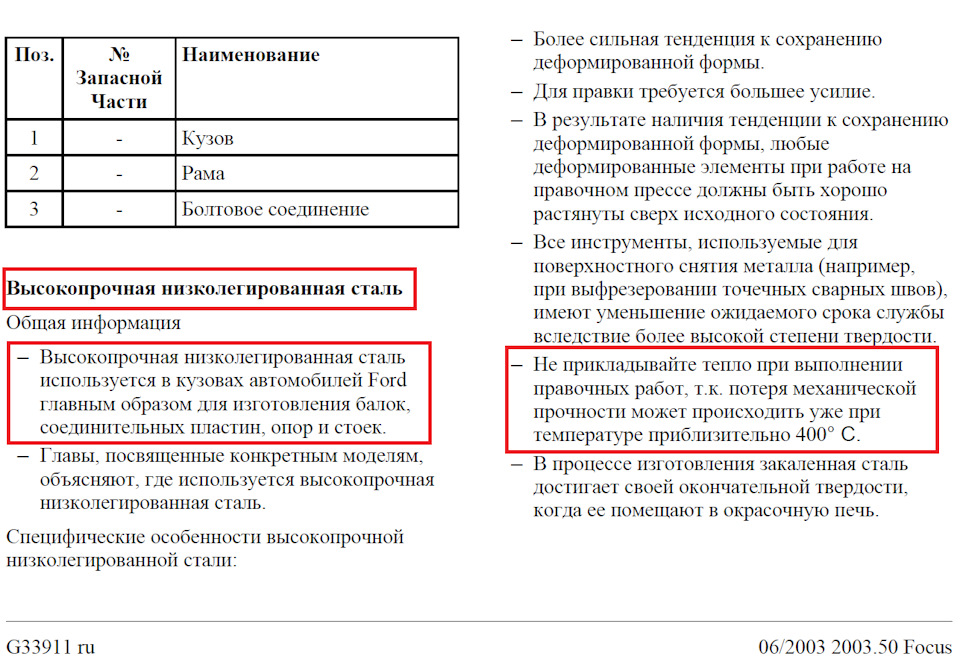
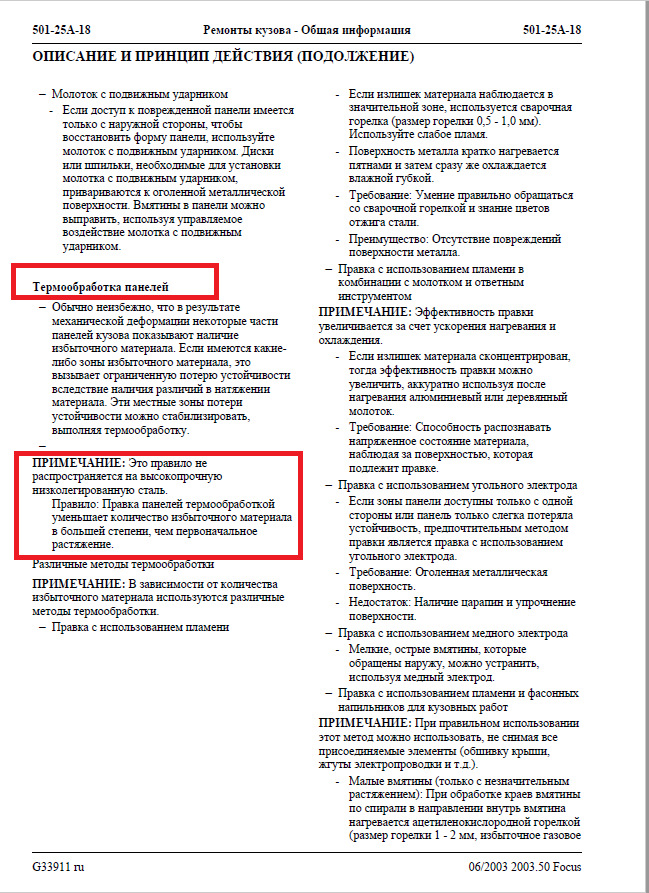
Схемы расположения деталей кузова, не подлежащих нагреву выше 400С.
Как уже указывалось, после демонтажа задней поперечной панели на силовой поперечной панели за ней, обнаружилась сильная коррозия.



После изучения различных средств борьбы с ржавчиной помощью химикатов (пескоструйного аппарата у меня нет), было применено антикоррозийное средство "Цинкарь"

Особенностью действия ортофосфорной кислоты на ржавчину является увеличение преобразованного осадка в объеме, что приводит к частичному выходу въевшейся ржавчины выше поверхности металла в виде черного налета.
Для максимального положительного эффекта такой налет следует удалять.
Для этого можно воспользоваться металлическими спонжами для чистки посуды

Второй особенностью действия средства "Цинкарь" является химическое цинкование чистого железа. После обработки на поверхности деталей образуется прочный слой цинкового покрытия, и налет кристаллического цинка, который следует счищать жесткой синтетической щеткой.
Результат обработки на 4 раза:


Для защиты новой задней поперечной замены было решено применить быстросохнущий цинконаполненный эпоксидный грунт-праймер Hi-Gear HG5742
Миниобзор
Данный грунт, в отличии от кислотных, допускает нанесение на чистый металл, на оцинкованную поверхность или на заводской грунт (при условии его предварительного шлифования наждачной бумаго № 12 или № 20 (она же Р100 и Р80)).
Задняя поперечная силовая панель так же была загрунтована Hi-Gear HG5742.
После грунтования допускается шлифовка.
В данном случае шлифовка не применялась, т.к. высокого уровня декоративности поверхности не требуется.
Установка панели осуществлялась в 3 этапа:
1. Окрашивание поверхностей задней силовой панели и задней поперечной панели со сторон, которые после монтажа представляли собой внутренние стенки полости задней поперечной балки кузова.
Внимание! Окрашивание и грунтование (даже токопроводящим грунтом) привалочных (сопрягаемых) поверхностей панелей перед сваркой полуавтоматом или покрытым электродом не допускается!
Для окрашивания была использована краска по металлу Himmerite (черная глянцевая). Окрашивание производилось в два слоя.
Выбор краски не случаен. Данная краска относится к алкидным эмалям, что позволяет производить окрашивание по системе 1К при температурах окрашиваемой поверхности ниже +24С, и без применения последующей принудительной сушки. Кроме того, данная эмаль обладает высокой прочностью, устойчивостью к атмосферным воздействиям и содержит антикоррозийные пигменты.
2. Изготовление и монтаж дистанционного элемента (хорошо виден на фото).

Метод близок к методу "ППс — плавящимся покрытым электродом с принудительным сквозным проплавлением и формированием". Требования к материалам, разметке точек проплавления и т.п. указаны в ГОСТ 14776-79 Дуговая сварка. СОЕДИНЕНИЯ СВАРНЫЕ ТОЧЕЧНЫЕ. Основные типы, конструктивные элементы и размеры.
Суть метода состоит в контролируемом сквозном прожиге соединенных панелей с одновременным завариванием получившегося отверстия, и формированием электрозаклёпки.
Для этого:
1. Свариваемые панели плотно прижимаются друг к другу. Зазор не допустим! По нему дуга рассеивается, и начинается неконтролируемый прожиг металла!
2. Электрод направляется строго под углом 90 градусов к свариваемой поверхности.
3. Сварка идет на короткой дуге до появления характерного для прожига звука и начала проваливания электрода в ванну.
4. Как только электрод начинает проваливаться, его следует быстро и плавно вывести из сварочной ванны, строго соблюдая угол 90 градусов к поверхности.
Идея была взята со следующего видео
Результаты тестов (форма заклёпки и размер пятна отжига металла):
1. Ток 120А.
Панели присоединены к структурным элементам кузова одним из следующих способов или их комбинацией:
p, blockquote 1,0,0,0,0 –>
- Точечной сваркой
- Механическим крепежом
- Адгезивным составом (клеи, герметики)
- Сварочным соединением в среде защитного газа
- Заклёпками
В этой статье рассмотрим процедуру замены несъёмных панелей кузова, приваренных при помощи контактной сварки. Особенно подробно рассмотрим частичную замену панелей.
p, blockquote 2,0,0,0,0 –>
Приваренные заводской точечной сваркой панели могут быть заменены целиком новой панелью или частично, отдельным сегментом.
p, blockquote 3,0,0,0,0 –>
Замена всей панели
Этот метод используется при замене таких панелей, как, например, подкапотная планка (радиаторная панель), передний брызговик, крыша.
p, blockquote 4,0,0,0,0 –>
Замена панелей производится целиком, как она произведена на заводе. Она приваривается по месту так, чтобы замена была наиболее незаметной.
p, blockquote 5,0,0,0,0 –>
Существуют оригинальные панели для замены, которые произведены самим автопроизводителем, а также те, что произведены небольшими компаниями. Чаще всего для замены используют панели, взятые с аварийного автомобиля на автомобильной разборке.
p, blockquote 6,0,0,0,0 –>
Частичная замена панели
Если панель имеет сложную конструкцию, вместо её удаления целиком, вырезается отдельная секция и заменяется новой. Это менее трудоёмко и экономически более целесообразно, чем менять всю деталь. В некоторых случаях, этот способ является единственно приемлемым.
p, blockquote 7,0,0,0,0 –>
Таким методом можно менять задние крылья, пороги, лонжероны, днище, центральные стойки кузова и передние стойки лобового стекла.
p, blockquote 8,0,0,0,0 –>
В инструкциях по ремонту к конкретной модели автомобиля обычно показаны места, где лучше срезать панель, а также места и количество точек контактной сварки.
p, blockquote 9,0,0,0,0 –>
Заменяемый сегмент лучше использовать там, где нет усилений с обратной стороны и длина сварного шва должна быть минимальной.
p, blockquote 10,0,0,0,0 –>
Удалять старую повреждённую панель нужно, когда нарушенные геометрические параметры кузова исправлены. То есть, необходимое вытягивание деформаций должно происходить со старой панелью.
p, blockquote 11,0,0,0,0 –>
Обычно заводская панель для замены, либо взятая на разборке имеет запас, для того, чтобы её можно было обрезать по месту.
p, blockquote 12,0,0,0,0 –>
Можно изготавливать части панелей самому. Можно изготавливать, как отдельные заплатки для замены ржавой части, так и части с более сложными формами, иногда изготавливая часть панели, состоящую из нескольких самостоятельно вырезанных и сваренных частей.
p, blockquote 13,0,0,0,0 –>
Если изготавливаете часть панели самостоятельно, то используйте такой же тип металла, такой же толщины, что и оригинальная панель. Вырежьте повреждённый сегмент панели и используйте его как шаблон, чтобы сделать новый такой же сегмент.
p, blockquote 14,0,0,0,0 –>
Обычно новый сегмент делается большего размера, чем вырезанный, чтобы можно было сделать соединение внахлёст. Это создаёт прочное соединение в месте, где будет сварочный шов.
p, blockquote 15,0,1,0,0 –>
Высверливание точек контактной сварки и демонтаж панели

p, blockquote 16,0,0,0,0 –>
Лучше удалить краску (или другое покрытие) с кромок, чтобы было легче найти расположение точек заводской контактной сварки (см. фото).
p, blockquote 17,0,0,0,0 –>
После нахождения, точки контактной сварки нужно высверлить при помощи специальной фрезы или сверла.
p, blockquote 18,0,0,0,0 –>
Нужно стараться не просверлить нижележащую панель. Точки необходимо высверливать аккуратно и точно, чтобы не получались слишком большие отверстия. Для этого нужно предварительно отмечать центр точки, делая небольшое углубление керном. Более подробно о высверливании точечной сварки можете прочитать здесь.
p, blockquote 19,0,0,0,0 –>
После высверливания точек сварки, просуньте зубило между панелями и разделите.
p, blockquote 20,0,0,0,0 –>

p, blockquote 21,0,0,0,0 –>

p, blockquote 22,0,0,0,0 –>
Удаление монтажного клея
Некоторые автомобильные производители используют монтажный клей вдоль некоторых швов, к примеру вокруг колёсных арок. Клей добавляет прочности и жёсткости и улучшает антикоррозионную защиту.
p, blockquote 23,0,0,0,0 –>
Чтобы разъединить приклеенные части может потребоваться нагрев феном. В зависимости от структуры соединения, можно применять также зубило или струну (в случае с приклеенной крышей).
p, blockquote 24,0,0,0,0 –>
Резка панелей
Резка производится в месте, рекомендованном производителем в руководстве по ремонту, но можно выбрать и другое место.
p, blockquote 25,0,0,0,0 –>
Резку по размеру можно осуществить двумя способами. Предварительно разметить новую панель и по ней отметить линию среза остатков старой панели или сделать срез по месту.
p, blockquote 26,0,0,0,0 –>
Чтобы выполнить метод среза с помощью разметки:
p, blockquote 27,0,0,0,0 –>
- Сделайте измерения и отрежьте оригинальную панель кузова и новую, которая будет устанавливаться. Нужно сделать замеры и срезы так, чтобы новая панель немного перекрывала остаток старой, срезанной панели.
- Приложите новую панель к месту и закрепите зажимами. Новая деталь будет перекрывать остаток старой панели.
- Проведите черту по краю новой панели, перекрывающей остатки старой.
- Уберите новую панель и сделайте срез по начерченной линии.
Таким образом, соединение новой панели и остатка удалённой панели будут совпадать или почти совпадать. Для точной стыковки и получения минимального зазора для сварочного шва, можно подрезать или немного подшлифовать край новой панели.
p, blockquote 28,0,0,0,0 –>
Чтобы выполнить метод среза по месту :
p, blockquote 29,0,0,0,0 –>
- Сделайте замеры и сделайте первоначальный срез старой и новой панелей. Как и при первом методе, новая панель должна немного перекрывать остатки удалённой.
- Приложите новую панель к месту и закрепите зажимами.
- Сделайте срез в середине той части новой панели, которая перекрывает остаток удалённой части. Нужно одновременно срезать обе, новую и остаток старой панели. В результате получится стык, в котором чётко совпадают новая панель и остаток удалённой.
p, blockquote 30,1,0,0,0 –>
Области на кузове, которые нельзя резать
Подготовка к сварке

p, blockquote 31,0,0,0,0 –>
После удаления повреждённой панели нужно подготовить кузов к установке новой панели. Чтобы это сделать, следуйте следующим шагам:
p, blockquote 32,0,0,0,0 –>
- Уберите болгаркой остатки от точечной сварки. Используйте проволочную насадку или абразивный диск для удаления грязи, ржавчины, краски или герметика с места, куда будет привариваться новая панель. При шлифовании не стачивайте слишком много металла. Толщина металла на кромках, к которым будет привариваться панель должна быть нормальной для получения прочного соединения.
- Выравните неровности, возникшие при демонтаже, на кромках, к которым будет привариваться новая панель. Это можно сделать при помощи молотка и поддержки.
- Места стыковки панелей, при частичной замене, должны быть зачищены до чистого металла.
- Нанесите сварочный грунт на места с «голым» металлом. Он обогащён цинком и во время сварки действует как флюс. Рекомендуется непосредственные места, где будет производиться сварка, зачистить до «голого» металла. Так проникновение сварки будет лучше, а места вокруг сварных точек будет действовать грунт.
Стыковка новой панели с кузовом и приваривание
Стыковка новой панели с остатками старой на кузове является очень важным этапом. Неровно приваренная панель кузова повлияет на внешний вид и функциональность кузова.
p, blockquote 33,0,0,0,0 –>
Для фиксации новой панели на месте можно использовать специальные зажимы. Они имеют U‑образную форму для более удобного доступа зажимов к кромкам и их фиксации во время сварки.
p, blockquote 34,0,0,0,0 –>
Можно также использовать саморезы для фиксации новой панели на месте в процессе сварки. Иногда их удобно использовать в местах, где трудно или не возможно установить зажим. После приваривания панели, саморезы нужно выкрутить и заварить оставшиеся от них отверстия.
p, blockquote 35,0,0,0,0 –>
Перед привариванием необходимо проверить все зазоры между новой и прилегающими панелями. Новая панель должна находиться на одной плоскости с соседей панелью, а также необходимо удостовериться, что все канты (рёбра жёсткости) новой и соседних панелей находятся на одной высоте и составляют одну линию.
p, blockquote 36,0,0,0,0 –>
Примерку и приваривание новой панели следует производить в транспортном состоянии (когда машина стоит на колёсах, без домкратов). Это исключит перекосы кузова.
p, blockquote 37,0,0,0,0 –>
Сварка производится через отверстия, оставшиеся от высверливания (в случае с панелью, взятой с разборки). На новых заводских панелях требуется проделать отверстия для приваривания их полуавтоматом, либо использовать аппарат контактной сварки. Типы соединений и процесс сварки при частичной замене мы рассмотрим в этой статье ниже.
p, blockquote 38,0,0,0,0 –>
Типы соединений, используемые при частичной замене панелей

p, blockquote 39,0,0,0,0 –>
В основном, при частичной замене панелей кузова применяется четыре типа соединений:
p, blockquote 40,0,0,0,0 –>
- Соединение встык
- Соединение встык со смещением (ступенчатое)
- Соединение встык со вставкой
- Соединение внахлёст
Тип применяемого соединения зависит от рекомендаций производителя, расположения лини среза, типа и конфигурации панели.
p, blockquote 41,0,0,0,0 –>
Соединение встык
p, blockquote 42,0,0,0,0 –>
Стыковые соединения со вставкой или без неё обычно применяются на закрытых секциях, таких как стойки кузова, пороги и лонжероны, а также на лицевых панелях.
p, blockquote 43,0,0,0,0 –>
Соединение встык со смещением (ступенчатое)
p, blockquote 44,0,0,0,0 –>
Стыковые соединения со смещением рекомендуется применять на стойках кузова, передних лонжеронах.
p, blockquote 45,0,0,1,0 –>
Смысл в том, что новая и старая части закрытой секции обрезаются на разных уровнях и вместе образуют одну прочную конструкцию (см. рисунок).
p, blockquote 46,0,0,0,0 –>
Соединение встык со вставкой
p, blockquote 47,0,0,0,0 –>
Соединение «встык со вставкой» используется, в основном, в закрытых секциях, таких, как передние лонжероны, пороги, стойки кузова.
p, blockquote 48,0,0,0,0 –>
Вставки – это небольшие части металла, которые остаются внутри секций. Вставки помогают ровно состыковать соединение, облегчают процесс сваривания и могут усиливать соединение. Вставка должна быть из металла той же толщины. Желательно от такой же детали. Отрезается сегмент длинной 5–10 см такой же формы (профиля) и приваривается с обратной стороны. При сварке со вставкой, для хорошего проникновения, зазор должен быть в 3 раза больше толщины привариваемого листового металла (обычно 3 мм).
p, blockquote 49,0,0,0,0 –>
Вставка также помогает немного рассеивать излишнее тепло при сварке соединения и уменьшает тепловую деформацию металла.
p, blockquote 50,0,0,0,0 –>
При использовании вставки можно просверлить отверстия на краях лицевой части и через них дополнительно приварить вставку. Такой приём часто применяется при соединении структурных элементов.
p, blockquote 51,0,0,0,0 –>
Соединение внахлёст
p, blockquote 52,0,0,0,0 –>

p, blockquote 53,0,0,0,0 –>
Соединение внахлёст рекомендуется для задних лонжеронов, при замене пола багажника, днища автомобиля и центральной стойки, а также в тех случая, когда шов получается длинный и не практично применять соединение встык.
p, blockquote 54,0,0,0,0 –>
Нахлёст обычно делается в 2–3 см. Для лучшего прилегания можно просверлить отверстия с края лицевой стороны и через них проварить металл, располагающийся с обратной стороны.
p, blockquote 55,0,0,0,0 –>
После стыковки и приварки промежуточных точек, соединение проваривается полностью герметичным швом.
p, blockquote 56,0,0,0,0 –>
Процесс сварки панелей при частичной замене
В процессе сваривания панелей при частичной замене, может возникнуть проблема тепловой деформации металла. Особенно это актуально, при частичной замене заднего крыла. Чтобы этого избежать, применяется следующий алгоритм сварки.
p, blockquote 57,0,0,0,0 –>
Первую точку нужно сделать по середине соединения, две следующие с двух сторон от первой, с интервалом 2.5 см и так до границ соединения. Следующие точки можно приварить в таком же порядке, между первыми. Оставшиеся промежутки можно проваривать непрерывным швом, попеременно то с одной, то с другой стороны. Таким образом, перегрев и деформация металла будут исключены. Главный смысл в том, что чем тоньше металл, тем меньше должны быть непрерывные проходы сваривания.
p, blockquote 58,0,0,0,0 –>
p, blockquote 59,0,0,0,0 –> p, blockquote 60,0,0,0,1 –>
ДТП при движении в городском потоке — явление распространенное. Зачастую при таких авариях «страдают» лишь авто, получая фронтальные удары или в заднюю часть. Обычная ситуация — первый водитель из-за сложившейся ситуации экстренно затормозил, а второй, движущийся за ним, среагировать не успел. Хорошо, если удар несильный, и повреждения получили только навесные элементы — бамперы, но бывает так не всегда. Чаще всего задок авто, в который «въехали», сминается сильно и наибольшие повреждения получает задняя панель машины. Устранить последствия таких ДТП позволяет кузовной ремонт панели.
Попали в аварию и задок вашего авто смят? — Мы устраним эту проблему. Опытные мастера нашего сервиса способны полностью восстановить заднюю часть авто «под ключ». После ремонта у нас вы получите автомобиль, состояние которого будет «как до аварии», и следов ДТП никто не обнаружит. Оперативность, высокое качество, оптимальные цены, гарантия — все это мы обеспечим.
- Acura
- Alfa Romeo
- Audi
- Bentley
- BMW
- Cadillac
- Chevrolet
- Chrysler
- Citroen
- Daewoo
- DAF
- Datsun
- Dodge
- Fiat
- Ford
- Geely
- Great Wall
- Hino
- Honda
- Hummer
- Hyundai
- Infiniti
- ISUZU
- Porsche
- Renault
- Saab
- Scania
- SEAT
- Skoda
- Smart
- SsangYong
- Subaru
- Suzuki
- Toyota
- Volkswagen
- Volvo
- ГАЗ
- ЗИЛ
- КамАЗ
- УАЗ
График: с 8:00 до 22:00




Цены на ремонт задних панелей
Локальная покраска задней панели день 1000–2500 руб. Локальная покраска панели багажника день 2000–5000 руб. Локальная покраска заднего бампера день 2000–4500 руб. Локальная покраска заднего крыла день 2000–5000 руб. Полная покраска задней панели 1 день 2000–3500 руб. Полная покраска панели багажника 1 день 3500–7500 руб. Полная покраска заднего бампера 1 день 4000–6500 руб. Полная покраска заднего крыла 1 день 4000–7500 руб.
Царапины и потертости
Неглубокие (поверхностные) 10 мин 300 руб. Средние день 1000–3500 руб. Глубокие день 1200–4100 руб.
до 5–10% площади детали 1 день 1000–2500 руб. свыше 10–15% площади детали 1 день 2000–4500 руб.
до 5 см 2–4 ч 500–1500 руб. до 10 см 2–4 ч 1000–1500 руб. до 15 см день 1200–2000 руб. до 20 см день 2000–3500 руб. свыше 20–25 см день от 2500 руб.
Ремонт задних арок от 1000 руб. Ремонт багажника от 3000 руб. Ремонт крышки багажника от 2000 руб. Ремонт двери багажника от 2000 руб. Ремонт заднего бампера от 2000 руб. Ремонт задней двери от 3000 руб. Ремонт заднего крыла от 2000 руб. Ремонт заднего лонжерона от 1000 руб. Ремонт ниши запасного колеса от 1000 руб. Ремонт пола (днища) от 2000 руб. Ремонт четверти кузова от 1500 руб.
О ремонте задних панелей
Степени повреждения
Задняя панель — часть кузова авто, закрытая бампером. А поскольку при ударе основная нагрузка приходится именно на этот участок, то и самые большие повреждения получает панель. Также обычно деформируется и пол багажного отсека, поскольку панель жестко с ним связана. Дополнительно вмятины при ударе сзади могут получить крышка багажника или задняя дверь, а также крылья.
При незначительных и средних повреждениях авто может эксплуатироваться даже без ремонта, поскольку единственная проблема — вид машины испорчен и непрезентабелен. Но со временем в определенных местах появятся очаги коррозии (в местах заломов ЛКП защитные слои облущиваются и металл остается незащищенным от внешней среды). Ржавчина распространяется очень быстро и лучше не допускать ее появления на кузове.
При сильных столкновениях часто происходит и деформация колесных арок. Также в результате значительного смятия днища смещаются кронштейны крепления задней балки. Эти повреждения приводят к тому, что задние колеса не могут вращаться и авто эксплуатировать невозможно.
Методы устранения повреждений панели
Какие бы повреждения в результате ДТП задняя часть авто ни получила, устранять их нужно, и как можно быстрее. И для этого проводится рихтовка кузова с использованием разного оборудования и инструментов.
Вмятины на крыльях, крышке багажника и задней двери удаляются споттером, микролифтами, молотками с правками, рихтовочными крючками и рычагами. Этими инструментами удается практически полностью восстановить геометрию кузовных элементов. После остается только зашпатлевать поверхность, чтобы выровнять, обработать грунтовкой и покрасить.
Но перечисленными выше инструментами и приспособлениями выровнять смятую заднюю панель не получиться. Она относится к несущей части кузова и усилена ребрами жесткости. Поэтому для вытягивания металла необходимо создание значительных усилий. И прилагать их нужно в конкретных точках, определить которые способен только опытный кузовщик.
Правильное восстановление геометрии задней панели возможно при помощи стапеля. Но наличия самого оборудования недостаточно, поскольку с ним еще нужно уметь работать. Наши мастера отлично знают нюансы и особенности кузовного ремонта задней панели, что является залогом качественного проведения работ.
Рихтовка задней панели «под ключ»
Мы восстанавливаем поврежденную заднюю часть авто так:
- Демонтируем с машины все элементы, мешающие проведению работ — оптические приборы, бампер (или его остатки), внутреннюю обшивку, при необходимости — топливный бак;
- Оцениваем степень и характер повреждения для определения точек воздействия на металл;
- Устанавливаем и фиксируем авто;
- Вытягиваем панель стапелем, постоянно контролируя процесс;
- В процессе вытягивания правим металл молотками и правками, чтобы убрать напряжение на сварных швах (исключает вероятность их разрыва);
- Выводим геометрию панели, сверяем все зазоры;
- Окончательно восстанавливаем поверхность панели при помощи других инструментов (споттера, рихтовочных крючков и рычагов);
- Правим крылья, крышку багажника или задней двери (при необходимости);
- Зачищаем выровненные поверхности до металла, обрабатываем антикоррозионными средствами, шпатлюем, грунтуем и красим их;
- Устанавливаем на авто снятые элементы;
После ремонта задней панели для придания первоначального вида авто останется только установить новый бампер и иные элементы, которые получили повреждения. Кстати, отремонтировать мы можем и бампер.
Качество нашей работы вы можете оценить по представленным в портфолио работам.